
【機(jī)床】臥式加工中心e500H-GS高精度化·高功能化
來(lái)源:JTEKT 發(fā)布日期:2014-11-18 14:18
捷太格特(JTEKT)實(shí)現(xiàn)了去年開(kāi)發(fā)的e500H-GS更高精度化 · 更高功能化搬雳,并將于10月30日~11月4日在東京國(guó)際展覽中心召開(kāi)的第27屆日本國(guó)際機(jī)床展(JIMTOF2014)上展出角术。
捷太格特(JTEKT)傾盡全力進(jìn)行刮削加工所需各項(xiàng)技術(shù)的研究開(kāi)發(fā)砸泛,并很快實(shí)現(xiàn)了生產(chǎn)線(xiàn)上的量產(chǎn)化耕腾。其技術(shù)有①刮削加工用低阻力刀具設(shè)計(jì)榕暇、②高速高精度滾齒控制(TOYOPUC-MC70)蓬衡、③高速高剛性工件軸、④刮削加工技術(shù)彤枢。且各項(xiàng)技術(shù)獨(dú)立成立狰晚,皆可為客戶(hù)提供。
1.實(shí)現(xiàn)高精度化 · 高功能化的新技術(shù)
此次針對(duì)生產(chǎn)線(xiàn)上的加工需求须彼,提高了模擬技術(shù)控制技術(shù)乒萝,實(shí)現(xiàn)了高精度化 · 高功能化齒輪加工。
①高精度化
∷倔铩(1)減少加工誤差的刀具位置補(bǔ)償
通過(guò)采用經(jīng)過(guò)齒輪形狀模擬測(cè)試的刀具位置補(bǔ)償想预,提高齒輪形狀精度(加工誤差15μm→7μm)
(2)減少磨削阻力的刮削刀具設(shè)計(jì)技術(shù)
解析工件設(shè)備的剛性及切削力绕众,設(shè)計(jì)低阻力高剛性的刀具瞪卜,
由此提高加工面質(zhì)量,減少1/2加工時(shí)間
【加工面質(zhì)量差異】
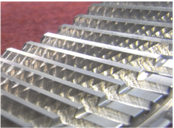
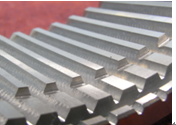
<市場(chǎng)一般刀具> <我司設(shè)計(jì)刀具>
②高功能化
改變加工中心程序姆已,通過(guò)軸進(jìn)給畴文、主軸旋轉(zhuǎn)及高速聯(lián)動(dòng),可完成刨床鉆床等專(zhuān)機(jī)無(wú)法加工的齒輪加工齒線(xiàn)加工急响,且皆能達(dá)到10μm以下的加工精度删猿。
(1)齒輪:能夠簡(jiǎn)單制作鼓形齒輪加工
(2)齒線(xiàn):可任意制作拐角
2.e500H-GS主要特點(diǎn)
①通用加工中心齒輪加工工序集約
歷來(lái)工序:車(chē)削 → 滾齒 → 刨削 → 倒角 → 開(kāi)孔
※每道工序需要一臺(tái)設(shè)備

新工序∮绫尽:車(chē)削∈涤蕖+ 刮削(滾齒) + 倒角⊥酶ā+開(kāi)孔
※從車(chē)削到滾齒開(kāi)孔可用1臺(tái)加工中心替換
※一次裝夾完成加工腊敲,加工精度穩(wěn)定
②加工中心車(chē)削功能
通過(guò)配置高速工件軸,能實(shí)現(xiàn)加工中心的車(chē)削加工
③高線(xiàn)速度加工提高生產(chǎn)性能
能達(dá)到歷來(lái)加工切削速度的大約2~5倍速度的加工幢妄,提高生產(chǎn)性能
④通過(guò)縮短不完全齒輪處兔仰,使客戶(hù)產(chǎn)品小型化輕量化
 ⑤自動(dòng)編程功能
⑤自動(dòng)編程功能
僅需輸入齒輪產(chǎn)品各數(shù)據(jù)茫负、刀具各數(shù)據(jù)蕉鸳、切削條件各數(shù)據(jù)即能簡(jiǎn)單地編程

返回
捷太格特(JTEKT)傾盡全力進(jìn)行刮削加工所需各項(xiàng)技術(shù)的研究開(kāi)發(fā)砸泛,并很快實(shí)現(xiàn)了生產(chǎn)線(xiàn)上的量產(chǎn)化耕腾。其技術(shù)有①刮削加工用低阻力刀具設(shè)計(jì)榕暇、②高速高精度滾齒控制(TOYOPUC-MC70)蓬衡、③高速高剛性工件軸、④刮削加工技術(shù)彤枢。且各項(xiàng)技術(shù)獨(dú)立成立狰晚,皆可為客戶(hù)提供。
1.實(shí)現(xiàn)高精度化 · 高功能化的新技術(shù)
此次針對(duì)生產(chǎn)線(xiàn)上的加工需求须彼,提高了模擬技術(shù)控制技術(shù)乒萝,實(shí)現(xiàn)了高精度化 · 高功能化齒輪加工。
①高精度化
∷倔铩(1)減少加工誤差的刀具位置補(bǔ)償
通過(guò)采用經(jīng)過(guò)齒輪形狀模擬測(cè)試的刀具位置補(bǔ)償想预,提高齒輪形狀精度(加工誤差15μm→7μm)
(2)減少磨削阻力的刮削刀具設(shè)計(jì)技術(shù)
解析工件設(shè)備的剛性及切削力绕众,設(shè)計(jì)低阻力高剛性的刀具瞪卜,
由此提高加工面質(zhì)量,減少1/2加工時(shí)間
【加工面質(zhì)量差異】
<市場(chǎng)一般刀具> <我司設(shè)計(jì)刀具>
②高功能化
改變加工中心程序姆已,通過(guò)軸進(jìn)給畴文、主軸旋轉(zhuǎn)及高速聯(lián)動(dòng),可完成刨床鉆床等專(zhuān)機(jī)無(wú)法加工的齒輪加工齒線(xiàn)加工急响,且皆能達(dá)到10μm以下的加工精度删猿。
(1)齒輪:能夠簡(jiǎn)單制作鼓形齒輪加工
(2)齒線(xiàn):可任意制作拐角
2.e500H-GS主要特點(diǎn)
①通用加工中心齒輪加工工序集約
歷來(lái)工序:車(chē)削 → 滾齒 → 刨削 → 倒角 → 開(kāi)孔
※每道工序需要一臺(tái)設(shè)備
新工序∮绫尽:車(chē)削∈涤蕖+ 刮削(滾齒) + 倒角⊥酶ā+開(kāi)孔
※從車(chē)削到滾齒開(kāi)孔可用1臺(tái)加工中心替換
※一次裝夾完成加工腊敲,加工精度穩(wěn)定
②加工中心車(chē)削功能
通過(guò)配置高速工件軸,能實(shí)現(xiàn)加工中心的車(chē)削加工
③高線(xiàn)速度加工提高生產(chǎn)性能
能達(dá)到歷來(lái)加工切削速度的大約2~5倍速度的加工幢妄,提高生產(chǎn)性能
④通過(guò)縮短不完全齒輪處兔仰,使客戶(hù)產(chǎn)品小型化輕量化
僅需輸入齒輪產(chǎn)品各數(shù)據(jù)茫负、刀具各數(shù)據(jù)蕉鸳、切削條件各數(shù)據(jù)即能簡(jiǎn)單地編程
