
【機床】超大型臥式加工中心FH1600SW5i
來源:豐田工機(大連) 發(fā)布日期:2015-12-07 10:13
捷太格特(JTEKT)在原有的適用于加工農建機务囤、能源背蟆、發(fā)電機仆阶、航空飛機等領域大型量產零部件的臥式加工中心FH1250SX/FH1250SW的基礎上膨桥,加大開發(fā)出了 “ 超大型臥式加工中心FH1600SW5i ” 钟哥。
以前,大型的零部件都是使用龍門式加工中心和臥式鏜銑床來進行大直徑深孔加工和鏜銑加工达舒。
本機型的開發(fā)值朋,通過臥式加工中心的托盤交換功能和高速、高剛性套筒主軸的搭載休弃,實現了大型零部件的高效率生產吞歼。并且,以前要通過龍門式加工中心和臥式鏜銑床2臺設備實現的加工塔猾,現在通過一臺設備就能夠將2個工序集約,這樣一來不僅削減了工裝時間提高了生產效率還達到了一次裝夾提高加工精度的目的稽坤。
伴隨著超大型臥式加工中心FH1600SW5i投入市場永炭,期待著捷太格特(JTEKT)產品在日本及海外地區(qū)大型零部件加工領域的銷售進一步加強。
① 可承載工件尺寸(可以加工超過級別※尺寸的工件)
· 可以承載回轉直徑φ3200mm土嚼、高度2200mm魏桅、重量8000kg的工件
· 通過X軸移動量(3000mm)和套筒軸(W軸:750mm)、可以實現大范圍的加工
②提高了各功能的切削能力
(1)高剛性套筒主軸
· φ150mm的大直徑套筒缓缝、套筒主軸的移動(W軸)采用了雙絲桿驅動結構钳葬,加強了W軸進給剛性的同時,也實現了穩(wěn)定的切削能力赂品。
· 主軸重要的軸承部件翩腹,采用了本公司軸承事業(yè)本部協(xié)作開發(fā)的大直徑高剛性軸承,實現了剛性的提高
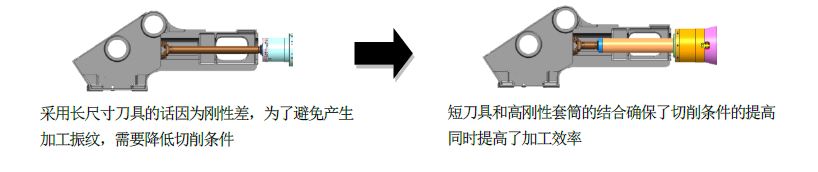
· 套筒主軸的采用實現了對工件內部加工部位的接近性提高
· Y誓豺、Z軸采用了雙絲桿驅動結構刷裂,抑制了加工時的搖動和振動,實現了穩(wěn)定的加工
· X吏恃、Y米萝、Z軸采用大直徑滾珠絲桿和大型滾柱導軌,提高各軸進給剛性的同時也實現了比原來機型更快的進給速度
2.設備規(guī)格
返回
以前,大型的零部件都是使用龍門式加工中心和臥式鏜銑床來進行大直徑深孔加工和鏜銑加工达舒。
本機型的開發(fā)值朋,通過臥式加工中心的托盤交換功能和高速、高剛性套筒主軸的搭載休弃,實現了大型零部件的高效率生產吞歼。并且,以前要通過龍門式加工中心和臥式鏜銑床2臺設備實現的加工塔猾,現在通過一臺設備就能夠將2個工序集約,這樣一來不僅削減了工裝時間提高了生產效率還達到了一次裝夾提高加工精度的目的稽坤。
伴隨著超大型臥式加工中心FH1600SW5i投入市場永炭,期待著捷太格特(JTEKT)產品在日本及海外地區(qū)大型零部件加工領域的銷售進一步加強。

① 可承載工件尺寸(可以加工超過級別※尺寸的工件)
· 可以承載回轉直徑φ3200mm土嚼、高度2200mm魏桅、重量8000kg的工件
· 通過X軸移動量(3000mm)和套筒軸(W軸:750mm)、可以實現大范圍的加工
②提高了各功能的切削能力
(1)高剛性套筒主軸
· φ150mm的大直徑套筒缓缝、套筒主軸的移動(W軸)采用了雙絲桿驅動結構钳葬,加強了W軸進給剛性的同時,也實現了穩(wěn)定的切削能力赂品。
· 主軸重要的軸承部件翩腹,采用了本公司軸承事業(yè)本部協(xié)作開發(fā)的大直徑高剛性軸承,實現了剛性的提高
· 套筒主軸的采用實現了對工件內部加工部位的接近性提高
· Y誓豺、Z軸采用了雙絲桿驅動結構刷裂,抑制了加工時的搖動和振動,實現了穩(wěn)定的加工
· X吏恃、Y米萝、Z軸采用大直徑滾珠絲桿和大型滾柱導軌,提高各軸進給剛性的同時也實現了比原來機型更快的進給速度
2.設備規(guī)格
| 主要設備規(guī)格 | |||
|
進給 |
X軸移動量 | mm | 3000 |
| Y軸移動量 | mm | 1900 | |
| Z軸移動量 | mm | 2100 | |
| W軸移動量 | mm | 750 | |
| 快速進給速度 | m/min | 35/40/40/20(X/Y/Z/W) | |
| 托盤尺寸 | mm | 1600×1250 | |
|
工件限制 |
回轉直徑 | mm | φ3200 |
| 高度 | mm | 2200 | |
| 重量 | kg | 8000 | |
|
主軸 |
主軸轉速 | min-1 | 10~4000 |
| 主軸功率 | kW | 55(25%ED)/37(15分/連續(xù)) | |
| W軸套筒直徑 | mm | φ150 | |
| 尺寸 | 寬度X縱深 | mm | 10100×14600 |
