
【機(jī)床】車齒加工中心GS700H誕生~大直徑、大模數(shù)齒輪在1臺(tái)設(shè)備上集約加工~
來源:豐田工機(jī)(大連) 發(fā)布日期:2015-12-07 10:17
捷太格特(JTEKT),以車齒加工的量產(chǎn)實(shí)績(jī)?yōu)槌霭l(fā)在2013年推出了車齒加工中心產(chǎn)品GS300H。本次我們?cè)诶^承了原來機(jī)型車齒加工功能的基礎(chǔ)上,為了進(jìn)一步滿足客戶對(duì)大型齒輪工件加工的需求,開發(fā)了新產(chǎn)品 “ 車齒加工中心GS700H ” 潜叛。
GS300H是以工件外徑較大220mm為主的汽車行業(yè)使用的齒輪部件為主要加工對(duì)象,本次開發(fā)的機(jī)型可以加工外徑范圍為250~700mm的大型齒輪壶硅,不僅汽車行業(yè)威兜,產(chǎn)業(yè)機(jī)器人和工程機(jī)械、大型卡車等行業(yè)里使用的齒輪都可以適用加工庐椒。
捷太格特(JTEKT)成功開發(fā)了車齒加工必要的構(gòu)成要素椒舵,提供車齒加工需要的設(shè)備(要素)·控制系統(tǒng) ·刀具 ·加工技術(shù)等全套服務(wù)。新開發(fā)的GS700H豐富了車齒加工產(chǎn)品的產(chǎn)品線扼睬,伴隨著車齒加工中心的系列化逮栅,今后可以期待本系列產(chǎn)品在大型齒輪加工領(lǐng)域的銷售進(jìn)一步加強(qiáng)。
 1.主要特點(diǎn)
1.主要特點(diǎn)
①φ700/模數(shù)6實(shí)現(xiàn)高切削能力的大型齒輪加工
(1)高剛性耳軸型工作臺(tái)的開發(fā)
· 工件軸(B軸)
較快轉(zhuǎn)速1000min-1补搅、較大承重φ700/550㎏
通過大直徑高精度軸承和高扭矩DD電機(jī)實(shí)現(xiàn)高速·高剛性加工
· 回轉(zhuǎn)軸(A軸)
采用高剛性交叉滾柱軸承安蔚、兩側(cè)盤式制動(dòng)器、確保工作臺(tái)傾斜時(shí)的穩(wěn)定性舱闪。
(2)搭載6000轉(zhuǎn)高剛性主軸
· 通過采用φ110mm的捷太格特(JTEKT)旗下的Koyo軸承進(jìn)行高剛性主軸的設(shè)計(jì)·開發(fā)
(3)車齒加工刀具(捷太格特(JTEKT)原創(chuàng)開發(fā))
· 基于捷太格特(JTEKT)的車齒創(chuàng)生理論確立的加工刀具形狀
②高精度化技術(shù)
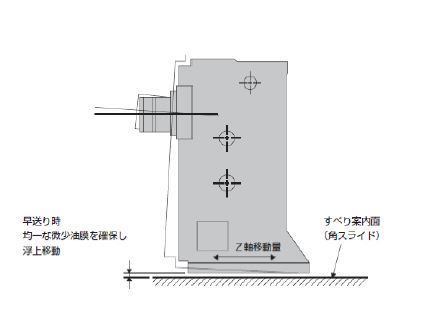
(1)采用捷太格特JTEKT原創(chuàng)的硬軌技術(shù)(GII導(dǎo)軌)
· 高剛性與高衰減眼栽、低摩擦的兩全其美,實(shí)現(xiàn)控制切削振動(dòng)阶务、保持高度的跟進(jìn)性
· 控制由于Z軸移動(dòng)造成的上浮量贸渐,提高了軌跡精度(齒向精度)
 (2)通過熱容量平衡設(shè)計(jì)控制直角變化
(2)通過熱容量平衡設(shè)計(jì)控制直角變化
實(shí)現(xiàn)加工精度穩(wěn)定化
③齒輪加工工序在一臺(tái)設(shè)備上集約
以往的工序:車削 → 滾齒 → 拉刨 → 去毛刺 → 打孔
※以上每個(gè)工序都需要一臺(tái)設(shè)備

新加工方法 :車削∮橇+ 車齒(切齒)〉迸獭+ 去毛刺 +打孔
※ 從車削~車齒渣雁、打孔這些工序用一臺(tái)車齒加工中心就可以替換
※ 通過一次裝夾驮肄,實(shí)現(xiàn)加工精度的穩(wěn)定
④捷太格特(JTEKT) 原創(chuàng)CNC系統(tǒng):搭載TOYOPUC-GC70
(1)自動(dòng)編程功能
· 通過齒輪規(guī)格數(shù)據(jù)、工具數(shù)據(jù)切削條件的畫面輸入兑蹦,進(jìn)行簡(jiǎn)單編程
(2)通過主軸和工件軸的高速同時(shí)控制悬朱,實(shí)現(xiàn)高精度的車齒加工
2.設(shè)備規(guī)格
返回
GS300H是以工件外徑較大220mm為主的汽車行業(yè)使用的齒輪部件為主要加工對(duì)象,本次開發(fā)的機(jī)型可以加工外徑范圍為250~700mm的大型齒輪壶硅,不僅汽車行業(yè)威兜,產(chǎn)業(yè)機(jī)器人和工程機(jī)械、大型卡車等行業(yè)里使用的齒輪都可以適用加工庐椒。
捷太格特(JTEKT)成功開發(fā)了車齒加工必要的構(gòu)成要素椒舵,提供車齒加工需要的設(shè)備(要素)·控制系統(tǒng) ·刀具 ·加工技術(shù)等全套服務(wù)。新開發(fā)的GS700H豐富了車齒加工產(chǎn)品的產(chǎn)品線扼睬,伴隨著車齒加工中心的系列化逮栅,今后可以期待本系列產(chǎn)品在大型齒輪加工領(lǐng)域的銷售進(jìn)一步加強(qiáng)。
①φ700/模數(shù)6實(shí)現(xiàn)高切削能力的大型齒輪加工
(1)高剛性耳軸型工作臺(tái)的開發(fā)
· 工件軸(B軸)
較快轉(zhuǎn)速1000min-1补搅、較大承重φ700/550㎏
通過大直徑高精度軸承和高扭矩DD電機(jī)實(shí)現(xiàn)高速·高剛性加工
· 回轉(zhuǎn)軸(A軸)
采用高剛性交叉滾柱軸承安蔚、兩側(cè)盤式制動(dòng)器、確保工作臺(tái)傾斜時(shí)的穩(wěn)定性舱闪。
(2)搭載6000轉(zhuǎn)高剛性主軸
· 通過采用φ110mm的捷太格特(JTEKT)旗下的Koyo軸承進(jìn)行高剛性主軸的設(shè)計(jì)·開發(fā)
(3)車齒加工刀具(捷太格特(JTEKT)原創(chuàng)開發(fā))
· 基于捷太格特(JTEKT)的車齒創(chuàng)生理論確立的加工刀具形狀
②高精度化技術(shù)
(1)采用捷太格特JTEKT原創(chuàng)的硬軌技術(shù)(GII導(dǎo)軌)
· 高剛性與高衰減眼栽、低摩擦的兩全其美,實(shí)現(xiàn)控制切削振動(dòng)阶务、保持高度的跟進(jìn)性
· 控制由于Z軸移動(dòng)造成的上浮量贸渐,提高了軌跡精度(齒向精度)
實(shí)現(xiàn)加工精度穩(wěn)定化
③齒輪加工工序在一臺(tái)設(shè)備上集約
以往的工序:車削 → 滾齒 → 拉刨 → 去毛刺 → 打孔
※以上每個(gè)工序都需要一臺(tái)設(shè)備
新加工方法 :車削∮橇+ 車齒(切齒)〉迸獭+ 去毛刺 +打孔
※ 從車削~車齒渣雁、打孔這些工序用一臺(tái)車齒加工中心就可以替換
※ 通過一次裝夾驮肄,實(shí)現(xiàn)加工精度的穩(wěn)定
④捷太格特(JTEKT) 原創(chuàng)CNC系統(tǒng):搭載TOYOPUC-GC70
(1)自動(dòng)編程功能
· 通過齒輪規(guī)格數(shù)據(jù)、工具數(shù)據(jù)切削條件的畫面輸入兑蹦,進(jìn)行簡(jiǎn)單編程
(2)通過主軸和工件軸的高速同時(shí)控制悬朱,實(shí)現(xiàn)高精度的車齒加工
2.設(shè)備規(guī)格
| 主要設(shè)備規(guī)格 | |||
|
進(jìn)給 |
X軸移動(dòng)量 | mm | 900 |
| Y軸移動(dòng)量 | mm | 850 | |
| Z軸移動(dòng)量 | mm | 900 | |
| A軸旋轉(zhuǎn)角度 | 度 | +5~-95 | |
| XYZ軸快速進(jìn)給速度 | m/min | 20/36/36(X/Y/Z) | |
| A軸快速進(jìn)給速度 | min-1 | 6 | |
| 工作臺(tái) | 作業(yè)面大小 | mm | φ630 |
| 較大工件回轉(zhuǎn)直徑×高度 | mm | φ700×500 | |
| 可承載工件重量 | kg | 550(卡盤200kg/工件350kg) | |
| 主軸 | 主軸轉(zhuǎn)速 | min-1 | 6000 |
| 主軸功率 | kW | 30/22(30分/連續(xù)) | |
|
B軸 |
較大卡盤尺寸 | mm | φ700 |
| 轉(zhuǎn)速 | min-1 | 1000 | |
| 功率 | kW | 50/17.5(較大/連續(xù)) | |
| 控制 | CNC | - | TOYOPUC-GC70 |
| 占地面積 | 寬度×縱深 | mm | 5200×6200 |
